章經理:15653770928
馮經理:18953792860

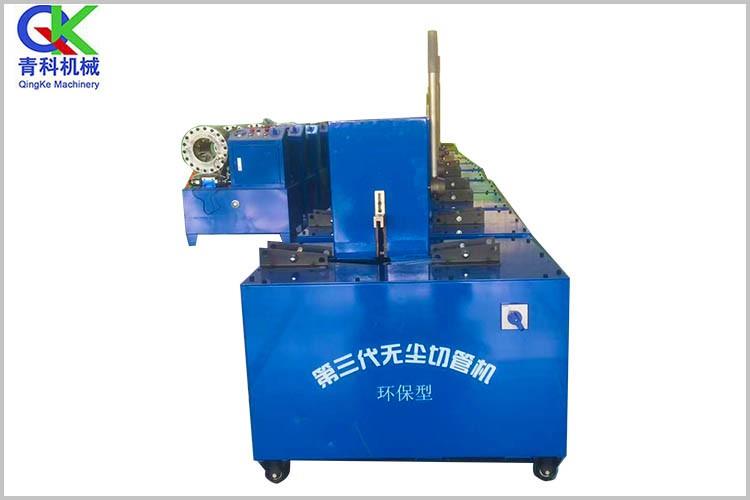
圓管旋切機是生產膠合板的主要設備之一,分為有卡旋切機切機和無卡旋切機,隨著科技的進步數字伺服控制技術也運用到旋切機機生產中,近幾年出現了圓管旋切機。圓管旋切機的出現不僅提高了生產單板的質量和精,而且還大大提高了生產效率和整機的自動化程度。主要用于將有卡軸旋切機旋切剩余(或扒圓)木芯進行二次利用,將長度不等的木段,在一定直徑范圍內的木芯旋切成不同厚度的單板,旋切直徑小。

圓管旋切機的出現不僅提高了生產單板的質量和精,而且還大大提高了生產效率和整機的自動化程度
1、采用伺服電機驅動準確絲桿進給。
2、更換板厚只須輸入板厚數字,無須更換齒輪,旋切精度高。
3、不同木種也可一同旋切而不影響板厚。
4、板面光潔度好,中對木材的陰陽面反應不靈敏。
5、節電,操作簡單,維修方便。

更換板厚只須輸入板厚數字,無須更換齒輪,旋切精度高
1、旋切機兩卡頭之間的距離決定旋切木段的長度,因而也決定旋出單板帶的寬度。它有一個大距離和一個小距離。木段長度應不大于它的大距離,不小于它的小距離。
2、卡軸中間線離機床床面的高度H決定旋切木段的大直徑D,D=2H一100毫米。旋切木段的大直徑還取決于卡軸中間線與刀床間的大距離。
3、旋刀長度一般比兩卡頭之間的大距離大50毫米。
4、卡軸的轉速和旋切機傳動裝置的傳動方式有關,并按保障很好旋切條件的要求而確定。目前的旋切機按旋切過程中卡軸轉速情況可分為兩種類型。一種是卡軸轉速固定不變,另一種是卡軸轉速隨木段旋小而增加。
5、工作進刀速度是卡軸每一轉中或每分鐘內刀床(旋刀和壓尺)移動的距離,以毫米分計。進刀速度決定旋出單板的厚度。為了獲得不同的單板厚度,旋切機上設有進刀速度變換機構一進刀箱。
6、刀床快速進退速度是在旋切開始前刀床接近木段和旋切結束后刀床離開木段(木芯)的移動速度。為了使這些動作占用的輔助時間壓縮到很低限度,刀床快速進退一般都采用相當高的速度。
7、粗旋進刀速度是旋切初期木段旋圓前的刀床移動速度。為了盡量減少木段旋圓時間,粗旋進刀速度大大高于精旋進刀速度。
8、卡軸軸向進給速度應使刀床退刀間和木芯松開時間相等。卡軸軸向移動有絲桿傳動和液壓油缸兩種方式。
9、卡頭直徑決定旋切時木芯可能達到的小直徑。
10、主傳動的功率和旋切機上全部電動機的功率(以千瓦計),決定可能旋切的單板厚度,以及單板旋切的耗電量。
11、旋切機的外廓尺寸長,寬、高按機床凸出的部分測量。長和寬決定安裝機床所需的廠房面積。

板面光潔度好,中對木材的陰陽面反應不靈敏,節電,操作簡單,維修方便